
XLE-4040 Reverse Osmosis Membrane Review 2026 | 2600 GPD Industrial Water Filtration Performance
Reverse osmosis industrial plant systems demand extremely reliable membrane technology to maintain consistent water purification performance under high-pressure, high-contaminant environments. The XLE-4040 Reverse Osmosis Membrane is engineered as a high-efficiency replacement for DOW Filmtec XLE 4040 membranes, delivering up to 2600 GPD (gallons per day) of permeate production with a strong salt rejection rate of up to 99%. Designed for industrial-scale operations, commercial filtration units, and municipal pre-treatment systems, this membrane is built to handle challenging feed water conditions with TDS levels up to 1000 ppm.
In 2026, water treatment efficiency is no longer optional—it is a core operational requirement for industries such as food processing, pharmaceuticals, agriculture, and manufacturing. The XLE-4040 membrane addresses this need by combining advanced thin-film composite (TFC) technology with NSF certification standards, ensuring both safety and performance stability. Whether you are upgrading an existing RO system or building a new industrial water purification plant, this membrane is designed to reduce operational costs while maximizing water recovery efficiency.

Advanced Features of XLE-4040 Membrane
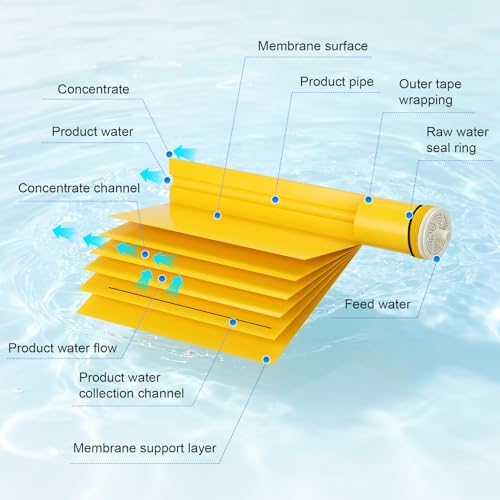
The XLE-4040 RO membrane is engineered with industrial durability and long-term stability in mind. Unlike low-cost membranes that degrade quickly under high TDS conditions, this model uses a high-performance spiral-wound design that enhances surface area utilization and improves overall water recovery efficiency. It is particularly suitable for continuous 24/7 operations in industrial water systems.
One of its most notable features is its ability to maintain consistent rejection performance even under fluctuating feed water conditions. Many reverse osmosis systems struggle when TDS levels spike, but this membrane is designed to remain stable up to 1000 ppm, making it highly versatile for different geographical water sources including brackish groundwater and municipal feed water supplies.
- 2600 GPD high-output capacity for industrial usage
- 99% salt rejection efficiency for superior purification
- Compatible with standard 4 x 40 RO pressure vessels
- NSF certified materials ensuring safe potable water output
- Optimized for low-energy operation systems
- Durable spiral-wound TFC construction

Performance in Industrial Reverse Osmosis Systems
When deployed in a reverse osmosis industrial plant, the XLE-4040 membrane demonstrates stable flux rates and consistent rejection performance across long operational cycles. Industrial users often prioritize membranes that not only perform well initially but also maintain efficiency over time with minimal fouling. This model is designed with anti-fouling characteristics that reduce scaling and biofouling risks, extending service life significantly.
In real-world applications, users report improved water clarity and reduced maintenance cycles compared to older membrane models. The membrane’s ability to handle higher salinity levels without compromising flow rate is particularly beneficial in coastal regions and areas with hard groundwater sources.
Additionally, energy efficiency is a key highlight. Because of its optimized flow dynamics, it reduces the pressure requirement in many RO systems, leading to lower operational energy costs over time. This makes it an ideal upgrade for industries looking to reduce overhead without sacrificing water quality.

Pros & Cons Analysis
| Pros | Cons |
|---|---|
| High 2600 GPD output suitable for industrial use | Requires proper pre-filtration for best lifespan |
| 99% salt rejection ensures high-quality water | Not ideal for very high TDS above 1000 ppm |
| NSF certified material safety standards | Installation requires technical knowledge |
| Compatible with standard 4 x 40 RO housings | Performance depends on system pressure stability |
| Energy-efficient operation reduces long-term cost | Regular maintenance still required in industrial setups |
Installation & System Integration
Installing the XLE-4040 membrane in a reverse osmosis industrial plant is relatively straightforward for trained technicians. It fits standard 4 x 40 pressure vessels commonly used in commercial and industrial RO systems. However, proper flushing and system calibration are critical to ensure optimal performance from the start.
Before installation, it is recommended to flush the system thoroughly to remove residual preservatives or contaminants from previous membranes. Once installed, the system should be gradually pressurized to avoid sudden stress on the membrane structure. This helps extend its operational lifespan and maintain peak rejection efficiency.
For businesses upgrading existing systems, this membrane integrates seamlessly with most industrial RO setups, making it a cost-effective replacement option without requiring major system redesigns.
As part of a modern industrial water solution, many facility managers combine this membrane upgrade with energy-efficient auxiliary systems such as Outdoor Motion Sensor Lights 4 Pack to improve plant safety and reduce unnecessary energy consumption in surrounding infrastructure.

Maintenance and Long-Term Reliability
Maintenance is a crucial aspect of any reverse osmosis industrial plant, and the XLE-4040 membrane is designed to minimize downtime. Regular backwashing and pre-filter replacement significantly improve membrane lifespan. Under optimal conditions, users can expect stable performance over extended operational cycles without frequent replacement.
Its anti-fouling design reduces the buildup of organic compounds, scaling minerals, and biological contaminants. This results in fewer cleaning cycles and more consistent output quality over time. Industrial operators benefit from reduced maintenance costs and improved system reliability.
In environments where water quality fluctuates seasonally, the membrane continues to maintain consistent output, making it suitable for mission-critical operations where water purity cannot be compromised.

FAQ – XLE-4040 RO Membrane
Q1: What systems is this membrane compatible with?
It is compatible with standard 4 x 40 industrial reverse osmosis systems commonly used in commercial and municipal water treatment plants.
Q2: What is the maximum TDS it can handle?
The membrane is designed for feed water up to 1000 ppm TDS under optimal operating conditions.
Q3: How long does it typically last?
Lifespan varies depending on pre-filtration quality and water conditions, but it is engineered for long-term industrial use.
Q4: Is professional installation required?
Yes, for best performance and safety, installation by a trained technician is strongly recommended.
Q5: Can it replace DOW Filmtec XLE 4040 membranes?
Yes, it is designed as a direct replacement alternative for compatible systems.
Final Verdict – High-Efficiency Industrial RO Solution
The XLE-4040 Reverse Osmosis Membrane stands out as a reliable, high-performance component for any modern reverse osmosis industrial plant. With strong salt rejection, stable output capacity, and compatibility with widely used industrial systems, it delivers a balanced combination of efficiency and durability.
For facilities seeking to improve water quality, reduce operational costs, and maintain consistent purification performance, this membrane offers a dependable long-term solution. Its NSF certification and advanced TFC construction further enhance its suitability for critical industrial applications.