
27″ W Commercial Freezer Review – ETL Certified 23.6 Cu.ft Stainless Steel Reach-In Upright Freezer for Food Processing Line Tetra Pak Operations (2026)
Introduction
Food processing line Tetra Pak environments demand extreme precision, hygiene, and temperature stability to preserve product integrity from production to packaging. In such industrial ecosystems, the 27″ W Commercial Freezer, ETL Certified 23.6 Cu.ft Stainless Steel Reach-In Upright Freezer stands out as a critical cold-storage solution designed for modern commercial kitchens, beverage bottling lines, restaurants, bars, and high-volume food production facilities in 2026.
This upright freezer is engineered to handle continuous operation under heavy workloads, making it ideal for industrial food processing workflows where temperature consistency is non-negotiable. Whether you are managing dairy products, frozen ingredients, seafood storage, or ready-to-process materials in a Tetra Pak-inspired production line, this freezer provides dependable performance with advanced cooling technology.
Built with stainless steel durability, ETL certification, and fan-assisted cooling, it bridges the gap between industrial reliability and energy efficiency. Businesses in the food processing sector increasingly depend on such systems to reduce spoilage, improve workflow efficiency, and maintain compliance with safety regulations.
Industrial Design and Build Quality

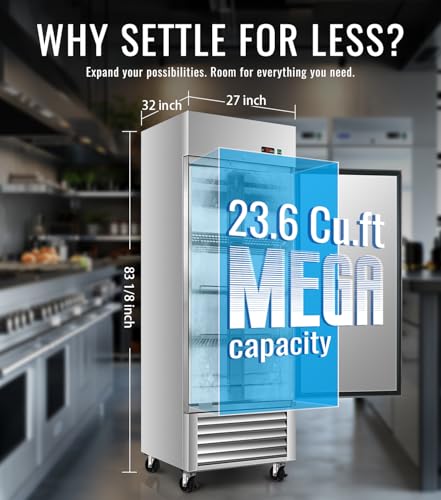
The freezer features a robust stainless steel exterior designed for long-term commercial use. Stainless steel is widely used in industrial food environments because it resists corrosion, is easy to sanitize, and maintains structural integrity under constant use.
The 27-inch compact footprint allows it to fit efficiently into tight kitchen layouts or production lines without sacrificing internal storage capacity. Inside, the 23.6 cubic feet storage space is intelligently arranged with adjustable shelving, allowing operators to customize storage configurations based on product size and processing requirements.
For food processing line Tetra Pak facilities, this flexibility is crucial as different production batches require varied storage conditions and rapid access to ingredients or finished products.
Advanced Cooling Technology
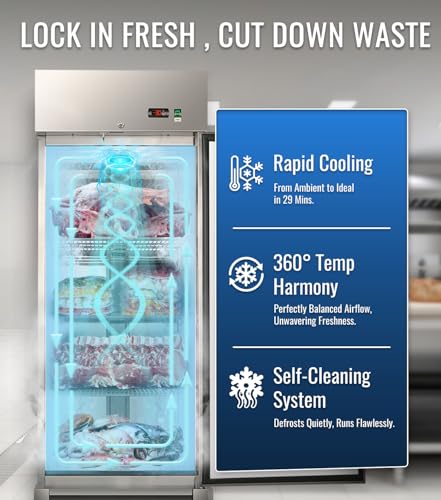
This freezer uses fan-assisted cooling technology to ensure uniform temperature distribution across all compartments. Unlike static cooling systems that may cause uneven freezing, the fan cooling system actively circulates cold air, eliminating hot spots and preserving food quality.
The digital temperature control system allows precise adjustment between -10°F and 10°F, offering versatility for different food storage needs. In industrial environments, such control is essential for maintaining compliance with HACCP standards and ensuring product safety across long storage cycles.
Automatic defrost functionality reduces maintenance effort and prevents ice buildup, ensuring consistent efficiency even during peak operational periods. This feature is particularly beneficial in high-volume food processing operations where downtime must be minimized.
Operational Efficiency and Usability
Ease of operation is one of the strongest advantages of this commercial freezer. The LED interior lighting ensures clear visibility even in low-light kitchen environments, improving workflow efficiency and reducing time spent searching for stored items.
Its upright design allows staff to quickly access ingredients without bending or reorganizing storage layers extensively. This improves ergonomics and reduces labor fatigue in busy restaurant or processing line environments.
In integration-heavy environments like a Tetra Pak food processing line, this freezer supports streamlined workflows where speed, hygiene, and accessibility are critical to maintaining production continuity.
Energy Efficiency and Performance

Energy efficiency is a critical factor for modern industrial kitchens and food processing plants. This freezer is designed to minimize power consumption while maintaining optimal cooling performance. The insulated stainless steel body helps retain cold air, reducing compressor workload.
For businesses operating large-scale food processing line Tetra Pak systems, reducing energy costs directly impacts operational profitability. The freezer’s efficient compressor system ensures stable cooling even under frequent door usage, making it suitable for high-traffic environments like restaurants, bars, and food factories.
Additionally, its ETL certification ensures compliance with North American safety and performance standards, making it a trusted choice for professional kitchens worldwide.
Integration in Food Processing Systems
Modern industrial food systems require seamless integration between storage, processing, and packaging units. This freezer plays a vital role in maintaining cold chain integrity throughout production cycles.
In a structured food processing line Tetra Pak setup, ingredients often move through multiple stages including preparation, processing, packaging, and storage. This freezer ensures that temperature-sensitive materials remain stable between transitions, reducing waste and preserving quality.
For businesses scaling operations, it can also complement automated workflows. For example, facilities integrating smart monitoring systems or IoT-enabled equipment can easily incorporate this freezer into their broader infrastructure. A useful example of smart integration concepts can be seen in systems like smart industrial monitoring solutions, which demonstrate how connected devices improve operational visibility.
Pros and Cons
| Pros | Cons |
|---|---|
| Large 23.6 Cu.ft storage capacity for commercial use | Requires sufficient floor space despite compact width |
| Stainless steel build ensures durability and hygiene | May require professional installation in some setups |
| Fan cooling provides even temperature distribution | Not ideal for ultra-small kitchens |
| Digital temperature control for precision storage | Higher energy usage compared to residential freezers |
| ETL certified for safety compliance | Limited portability due to industrial design |
Performance in Real-World Conditions
In real-world applications, this commercial freezer demonstrates consistent performance even under heavy operational stress. Restaurants and food processing plants report stable cooling during peak hours, even with frequent door access.
The fan-assisted cooling system ensures that temperature recovery is quick after door openings, which is essential in busy kitchens or production environments. This minimizes the risk of food spoilage and maintains strict cold chain requirements.
Its durability also makes it suitable for long-term deployment in industrial environments where equipment is expected to operate continuously for years with minimal maintenance interruptions.
FAQ – Commercial Freezer for Food Processing
Q1: Is this freezer suitable for industrial food processing line Tetra Pak systems?
Yes, it is designed to support industrial-grade food storage environments, including Tetra Pak-style processing workflows.
Q2: Does it maintain stable temperatures during heavy use?
Yes, the fan cooling system ensures uniform temperature distribution even under frequent door openings.
Q3: Can it be used in restaurants and bars?
Absolutely. It is ideal for restaurants, bars, hotels, and commercial kitchens.
Q4: Is installation complicated?
No, but professional setup may be recommended for optimized placement in industrial environments.
Q5: How energy efficient is it?
It is designed for optimized energy consumption while maintaining strong cooling performance suitable for commercial use.
Final Thoughts
The 27″ W Commercial Freezer is a powerful, reliable, and efficient solution for modern cold storage needs. Whether used in restaurants, bars, or integrated into a food processing line Tetra Pak system, it delivers consistent performance, durability, and operational flexibility.
For businesses aiming to enhance productivity, reduce spoilage, and maintain strict temperature control, this freezer represents a dependable investment in long-term food safety and efficiency.